John R. Bentley 2009.
2008 - 2009.
John R. Bentley 2009.
Model Watertube Boiler
- Tubing the Pressure Vessel -
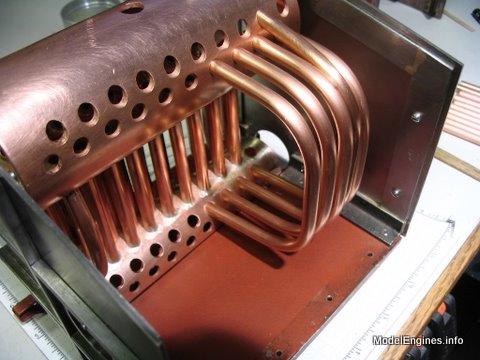
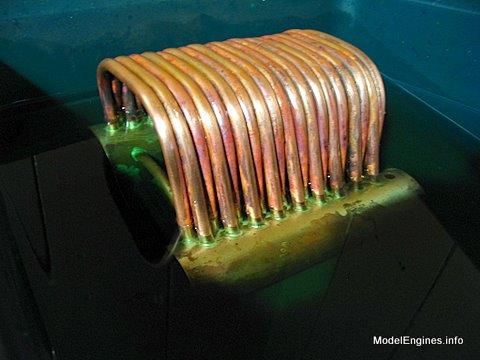
First row of tubes in the convection bankSecond row - still dirty from brazingSlightly curved tubes for the third rowPutting them in, prior to brazingPretty flux job, huh?Fitting the final (fourth) row in the convection sectionFourth row - ready for brazingDone! 4 rows brazed - convection section completedSo far I am pleased with the jointsChecking out one of the deep-curved tubes for the furnace sectionFitting the first of the D-tubesView showing a single tube from the outer row filling one of the gapsThe D-shaped furnace section is starting to take its shapeThe question here is how to keep them all flush during brazing...An idea is hatched: I will use two angle pieces made from soft copper to squeeze the C-shaped tubes into one plane.These copper angle pieces were formed in the viseTo align the straight sections of this group of tubes for brazing
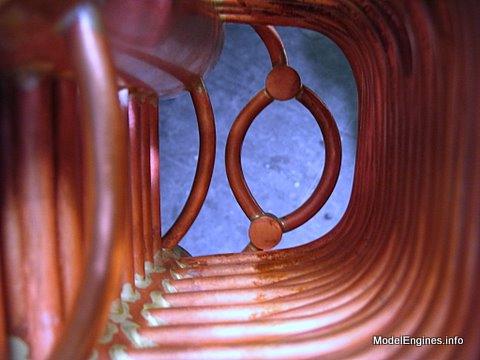
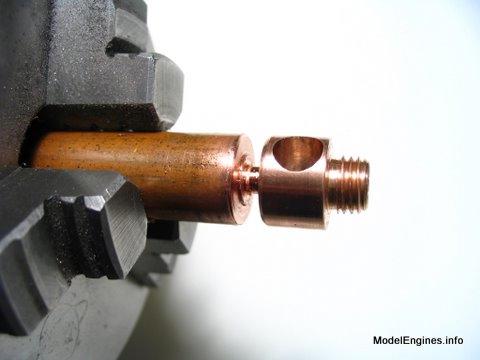
they were "sandwiched" between the two clamped angle piecesEnd viewAfter the brazing the clamps are removed while this steam generator is still almost red hotTemporarily putting short scraps of tubing into the gaps between tubes to act as spacersThe final row of U-shaped tubes make up the outer wall of the furnace (not yet brazed-in)- together the two rows create a solid vertical "waterwall"Checking to see that they are reasonably flushCitric acid pickling after brazing-in the final row of tubesThe top row of brazed jointsViewing the fireThere is a viewing porthole in the back wall of the boiler enclosure...This bifurcated tube surrounds that port, absorbing excessive heat near the glass.Here's a view of the window cooling loop brazed in positionLooking from the firehole end(note the view port will be located below centre - otherwise only the end of the burner would be visible)Drum internalsEnd view of the top drum baffle assemblyIt is made from copper pipe andBaffle unit's position in the upper drumsilver brazed with a higher-temperature alloy(to prevent a meltdown when the heads are brazed in)Looking upward showing top right deflector location relative to the top tube endsMaking the steam outlet for the collector pipe unitSome of the fifty-four steam entry holes positioned across the top of the collector pipeThe collector pipe assembly
(the holes being along the top of the pipe are not visible here)The collector pipe will be screwed into the phosphor bronze ferrule and silver brazed in position at the top of the boiler steam drum. The ferrule (bush) will comprise the main steam outlet of the boiler.Collector pipe mounted in position between the upper deflector bafflesSteam entry hole locations along the top of the collector pipe are skipped directly under the safety valve openings. When the valves open this should prevent any holes from being located in extreme low pressure areas and hence limit the possibility of water being carried over into the outbound steam.Bronze ferrules (bushes)Sawing up some more phosphor bronze to make threaded bushes for the smaller fittingsMaking the smaller piece roundPhosphor bronze threaded bush for the main steam outletIt is extra tall so that it will be flush with the roof of the boiler casing (to allow for the thickness of the insulation)However I will not extend the tops of the two threaded bushes for the safety valves. With only the upper portion of each safety valve visible above the casing they can be made to appear closer to scale. Due to their extra length below the casing roof they can be more easily designed to function properly.A fistful of copperI'll be glad when the drum heads are attached and the vessel has been pressure tested. I went out for more citric acid, silver brazing alloy, propane and steel wool today - so I should be ready!The phosphor bronze ferrules, brazed into the top drum(blanking plugs screwed in)
That's all the tubes brazed in place...the drum heads are next.
You are on Part 4