John R. Bentley 2009.
2008 - 2009.
John R. Bentley 2009.
Model Watertube Boiler
- Forming the Boiler Drum Heads -
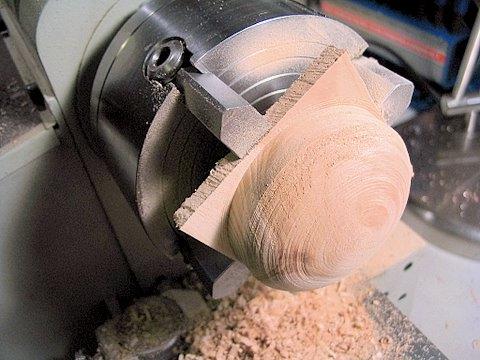
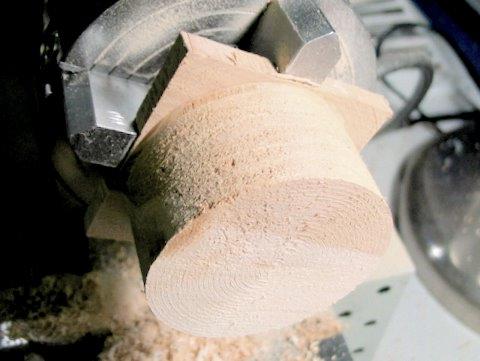
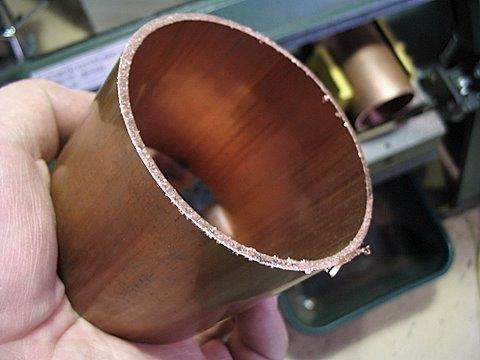
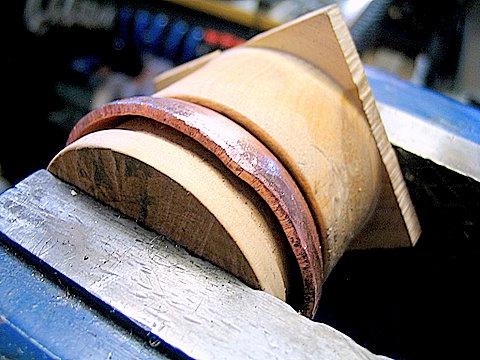
Some wood from a downed Flowering Crabapple tree across the streetApplewood is a nice close-grained woodStarting to turn a form on a Craftex mini lathe in the shape of the steam drum headsChecking for the required curve with a cardboard guideNow for the female side of the formGood fit!Both parts for the upper drum heads- beeswax appliedMaking flat sheet from copper pipe - sacrilege!The longitudinal cutThe 4x6 bandsaw blade rips nicely through the top with novel use of a large C-clamp
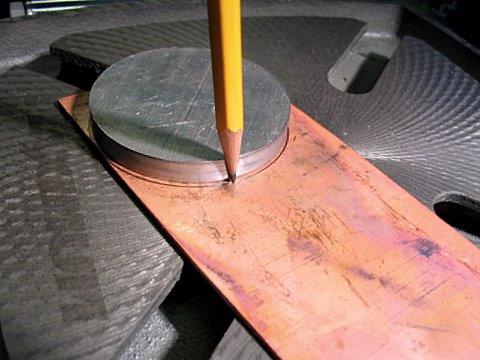
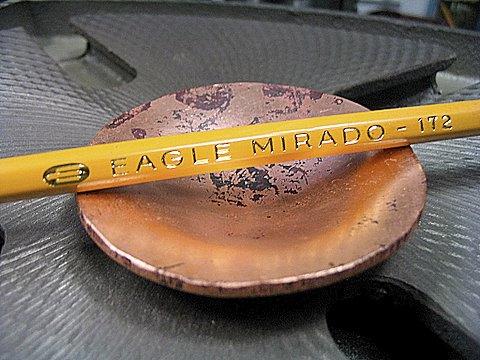
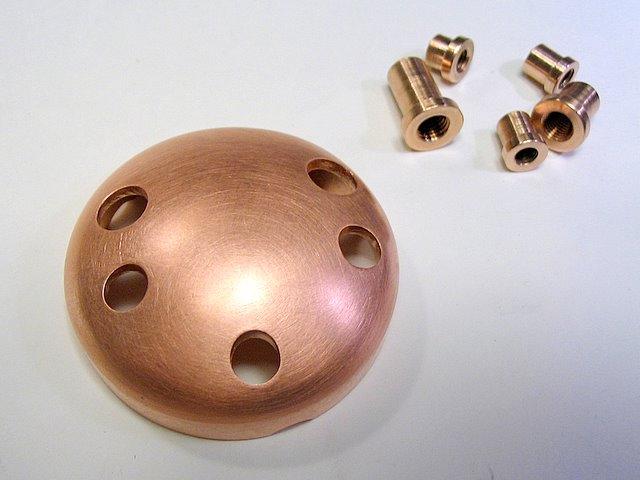
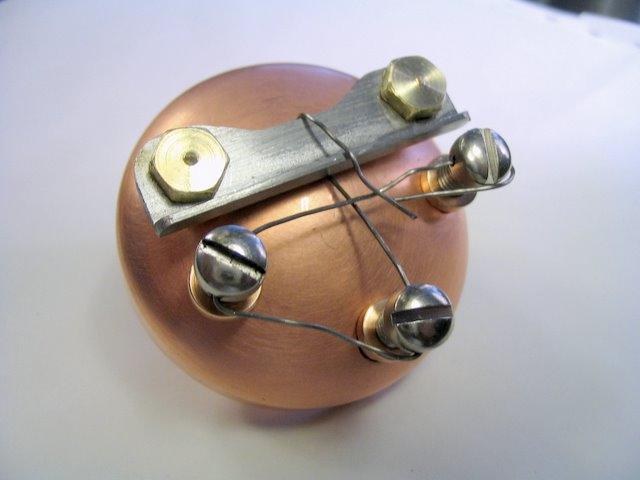
The gap of the sawcut shows the amount of stress relieved after twenty-five years of being a tube!(this is similar to how I feel when getting out of a plane after flying to the UK from here)Cookin' with gasI just love annealed copper!After annealing it unrolls by hand almost as soft as a sheet of leadDead-blow mallet full of lead shotThis scrap disk just happened to be the right size to act as a patternThose little 4x6 horizontal/vertical bandsaws are great!Ahhh - finally - the thick blank is ready for forming!Squeezing the blank between the applewood forms in the viceIt worked!A dished head prior to forming the circumfrential flangeThis job took a half-dozen annealings for each headBeginning to bend the flange around the form using a soft hammerA nice clean job straight out of the form - prior to fitting and surface finishingIf anybody thinks this head is too thin, I think they're nuts!The drilled head and threaded phosphor bronze ferrules (bushes)All ferrules held in position ready for brazingBrazed from the inside - just to be sure!
The silver alloy fillet around the pipe flange (outside bottom) is not required
(some of the brazing alloy simply ran down by gravity during the job)
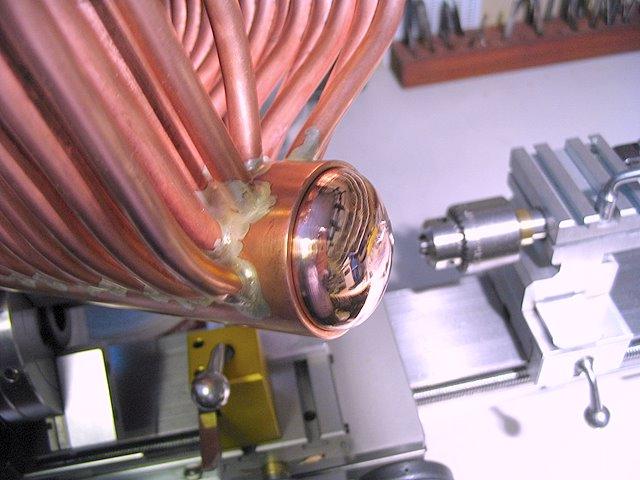
The finished front head for the steam drum
These are similar forms which were used to make the small heads for the lower drum
A polished lower drum head in position prior to silver brazing
Pressure Vessel Brazing - Timeline (2009):
Convection bank
The first row of straight tubes was brazed into the drums on Feb. 22
Second and third rows were brazed in on Feb. 23
Fourth (last) row in the convection bank was brazed into position on the 24
Radiant section (furnace)
First of the curved D-shaped rows went in on Feb. 26
The final row of tubes (outside curved row) was attached Feb. 28
Subsequently the viewport cooling loop was separately attachedDrum heads were formed then various screwed ferrules were brazed to the top front head and the two drums.
The heads were individually brazed in place during four separate sessions on Mar 25 & 26
There were about fifteen separate heating sessions required to braze the pressure vessel. In addition 25 anneals were preformed while forming the four drum heads.Sometimes there can be scary things in my workshop mirror!Engineman in reverse
You are on Part 5